ใช้ เครื่องเจียรลม ปั๊มลมต้อง “แรงพอ” จริงไหม? มีปัจจัยอะไรอีกบ้าง?

สำหรับใครเริ่มใช้เครื่องมือลมจริงจัง โดยเฉพาะสายงานเหล็ก คำถามที่ชวนสงสัยมากที่สุด ก็อาจจะเป็น “ซื้อ เครื่องเจียรลม แล้ว ใช้กับปั๊มลมไหนก็ได้ ใช่ไหม?” หลายคนมีปั๊มลมอยู่แล้ว เลยหวังว่าถัง 25–50 ลิตรบ้าน ๆ น่าจะพอ แต่ความจริง เครื่องเจียรลม เป็นเครื่องมือที่หลายคนประเมินต่ำไปว่า “ เล็ก เบา น่าจะกินลมพอ ๆ กับบล็อกลม” แต่พอใช้งานจริงกลับเจอรอบตก เจียรไม่คม หรือปั๊มลมตัด-ต่อ ทำงานถี่ จนเหนื่อยทั้งคนทั้งเครื่อง
คือบางที เราไปโฟกัสคำว่า “แรง” (แรงดัน) ครับ จนลืมว่าเรื่องมือลม มันมีมากกว่านั้น ถ้าดูผิดจุด คุณจะเจออาการเครื่องอืด หมุนได้แป๊บเดียวแล้วตก ยิ่งตอนเจองานที่มีแรงต้าน
เพราะงั้น ในบทความนี้ เราจะมาไล่ให้ชัด ๆ ว่า ใช้ เครื่องเจียรลม ต้องดูอะไรบ้าง ทั้งแรงดันที่ปลายเครื่อง ปริมาณลมที่ต้องไหลต่อเนื่อง และจุดคอขวดอย่างสาย ข้อต่อ เรกูเลเตอร์ รวมถึงความชื้น/การหล่อลื่น เพื่อจับคู่ปั๊มลมให้ใช้ลื่น และไม่เจอปัญหาซ้ำซ้อน
“ใช้ เครื่องเจียรลม ปั๊มลมต้องแรงพอ” คำพูดนี้มาจากไหน?
เวลาคนพูดว่า “ปั๊มลมต้องแรง” ส่วนใหญ่จะหมายถึง “แรงดัน” ครับ เช่น 6–10 บาร์ ซึ่งก็ไม่ผิด เพราะ เครื่องเจียรลม มักออกแบบให้ทำงานแถว ๆ 6.2–6.3 bar (ประมาณ 90 psi) แต่ต้องจำไว้ว่า เครื่องต้องการแรงดันนี้ที่ปลายเครื่องตอนเจียรจริง ไม่ใช่ตัวเลขบนเกจถังลม และระหว่างทางมันตกคร่อมได้จากสาย ข้อต่อ กรอง และเรกูเลเตอร์
ที่หลายคนพลาดคือ ต่อให้ตั้งถังไว้ 8–10 bar ก็ไม่ได้แปลว่า เครื่องเจียรลม จะ “แรงพอ” เสมอไป เพราะมันไม่ได้กินแรงดันอย่างเดียว มันกิน “ปริมาณลม” แบบต่อเนื่องด้วย ตอนลองหมุนฟรีอาจดูแรง แต่พอกดงานจริงรอบตกได้ทันที ถ้าลมไหลไม่ทัน
นึกภาพง่าย ๆ เหมือนน้ำดันแรงแต่ท่อเล็ก น้ำพุ่งได้แป๊บเดียวแล้วแผ่ว สำหรับเครื่องเจียรลม คำว่าแรงจริง ๆ คือ “แรงดันถึง พร้อมกับลมไหลพอ และคงที่” ครับ

แรงดัน กับปริมาณลม อะไรสำคัญ กับ เครื่องเจียรลม กว่ากัน?
ถ้าคุณมีแรงดัน 8 bar แต่ลมออกน้อย กับแรงดัน 6.3 bar แต่ลมออกเยอะ แบบไหนทำให้ เครื่องเจียรลม หมุนได้ดีต่อเนื่องกว่า? คำตอบเกือบทั้งหมดคือ แบบที่ลมออกเยอะและคงที่ ครับ
แรงดัน (bar, psi) เหมือน “แรงผลัก” ให้เครื่องเริ่มหมุน และรักษารอบ แต่หลัก ๆ เลยคือ ต้องคงที่ที่ปลายเครื่องตอนเจียรจริง พอถ้าแรงดันแกว่งขึ้นมา เครื่องเจียรลม จะรอบตก เจียรสะดุด ต้องผ่อนมือแล้วกดใหม่ ส่งผลกับงานโดยตรง
ปริมาณลม (L/min, CFM) คือ “จำนวนลม” ที่ไหลเข้าเครื่องต่อเวลา เหมือนลมหายใจของเครื่องแหละครับ ต่อให้แรงดันถึง แต่ถ้าลมไหลไม่พอ เครื่องเจียรลม จะอืด รอบตก และใบไม่กัดได้
สเปกที่ต้องดู ของ เครื่องเจียรลม: ไม่ใช่ดูแค่ RPM
เวลาคนเลือก เครื่องเจียรลม มักดูแต่รอบหมุน (RPM) กับขนาดใบ (2″, 3″, 4″) ซึ่งก็เข้าใจได้ครับ เพราะมันเป็นตัวเลขที่เห็นแล้ว “นึกภาพออกทันที” แต่ถ้าอยากให้ใช้ได้เต็มแรงแบบไม่สะดุด เรื่องที่ควรดูพร้อมกันจริง ๆ คือ “สเปกลม” ที่เครื่องต้องการ และเงื่อนไขแวดล้อมของงานที่จะเอาไปใช้ครับ
ปริมาณลมที่ เครื่องเจียรลม ใช้ (Air Consumption)
อันนี้แหละครับ “ตัวตัดสิน” ว่าปั๊มลมพอไหม และพอแบบไหน พอแค่หมุน หรือพอสำหรับเจียรจริงแบบค้างงานต่อเนื่อง เพราะค่า Air Consumption คือปริมาณลมที่เครื่องต้อง “กิน” ต่อเวลา ถ้าปั๊มลมและระบบทางเดินลมส่งให้ไม่ทัน ต่อให้ตั้งแรงดันไว้ถึง เครื่องก็อืดอยู่ดี
บางรุ่นจะระบุเป็น L/min ส่วนบางรุ่นระบุเป็น CFM (ลูกบาศก์ฟุตต่อนาที) แต่อย่าตกใจถ้าตัวเลขมันดูเยอะครับ เพราะ เครื่องเจียรลม “กินลม” หนัก โดยเฉพาะถ้าเจียรจริงจัง ไม่ใช่แค่ขัดเบา ๆ
และอย่าลืมครับว่า ตัวเลขในโบรชัวร์มักเป็นค่าทดสอบในเงื่อนไขที่ดี (ลมสะอาด ทางเดินไม่อั้น) แต่พอมาอยู่หน้างานจริง มีสายยาว มีข้อต่อหลายจุด มีกรอง เรกูเลเตอร์ ซึ่งเป็นตัวเลขที่ “ต้องเผื่อ”
แรงดันที่แนะนำ
แรงดันสำหรับใช้เครื่องเจียรลม ส่วนมากอยู่แถว 6.2–6.3 bar (90 psi) ครับ ซึ่งเป็นช่วงมาตรฐานที่เครื่องมือลมหลายชนิดใช้ร่วมกันได้ แต่ประเด็นคือ ต้องได้ “ที่ปลายเครื่อง” ไม่ใช่แค่บนถัง เพราะถ้าแรงดันปลายทางอาจตกตอนกำลังกดเจียรจริง แล้วจะรู้สึกได้ว่าเครื่องไม่คุมมือ ใบไม่กัด งานไม่คม และกินเวลาเพิ่ม
ขนาดทางเข้าลม (Inlet) ของ เครื่องเจียรลม
เช่น 1/4″ 3/8″ จุดนี้หลายคนมองข้ามครับ เพราะคิดว่าแค่เสียบข้อต่อ เครื่องเจียรลม ให้เข้าก็พอ แต่ถ้ารุ่นใหญ่กินลมเยอะ แล้วทางเข้าลมเล็ก หรือไปใช้ข้อต่อ ที่รูในเล็ก มันจะกลายเป็นคอขวด ทำให้ปริมาณลมไหลไม่ทัน ถึงแรงดันตั้งไว้เท่าเดิมก็ยัง “อั้น” ได้อยู่ดี
ประเภทของงาน
อันนี้สำคัญมาก งานต่างกัน “กินลมต่างกัน” แม้ใช้เครื่องเจียรลมตัวเดิม งานเจียรหนัก (ลบแนวเชื่อม / กินเนื้อเหล็ก) จะกินลมเยอะ และต้องการลมต่อเนื่องแบบจริงจัง ส่วนงานขัด / เก็บผิว / ขัดสนิม เบากว่า แต่ยังต้องการลมสม่ำเสมอเพื่อให้รอบนิ่ง และผิวงานออกมาสวยครับ
ถ้าเรารู้ว่างานไปทางไหน ก็จะเดาได้ถูกครับว่า เครื่องเจียรลม ควรจับคู่กับระบบลมที่ “พอจริง” หรือแค่ “พอใช้เป็นครั้งคราว”
สเปกปั๊มลมกับ เครื่องเจียรลม ดูอะไรบ้าง ให้คู่กัน?
มาถึงจุดที่หลายคนอยากได้คำตอบแบบชัด ๆ แล้วครับ ว่า “ต้องใช้ปั๊มลมกี่แรงม้า กี่ลิตร?” เพราะเวลาเลือกปั๊มลม เรามักหยิบตัวเลขที่คุ้นที่สุดมาคุยกันก่อน แรงม้า (HP) กับขนาดถัง (ลิตร) แต่ถ้าเคยเจอเหตุการณ์ที่ “แรงม้าก็เยอะ ถังก็ใหญ่” แต่พอเอามาใช้กับ เครื่องเจียรลม ยังรู้สึกอืด รอบตก หรือตัดต่อถี่ นั่นแปลว่าคุณกำลังเจอเรื่องที่สำคัญกว่าตัวเลขสองอย่างนี้ครับ
การตอบแบบฟันธงด้วยแรงม้าอย่างเดียว จะพาหลงทางได้ครับ เพราะแรงม้าเป็นแค่กำลังมอเตอร์ที่หมุนหัวปั๊ม ไม่ได้การันตีว่า “ลมไหลได้เท่าไหร่ตอนใช้งานจริง” สิ่งที่ เครื่องเจียรลม ต้องการคือ ลมที่ส่งได้จริง (Air Delivery) แบบต่อเนื่อง และส่งถึงปลายเครื่องแบบไม่ตกกลางทางด้วย
ปริมาณลมที่ปั๊มลม “จ่ายได้จริง” (FAD)
คำที่ควรมองหา คือค่า FAD (Free Air Delivery) Air delivery และ Output (L/min) ครับ ถ้าเห็นแค่ “Displacement” หรือ “Air intake” ต้องระวัง เพราะตัวเลขนั้นจะสูงกว่าค่า “จ่ายจริง” อยู่พอสมควร และในหน้างานจริง ยังมีการสูญเสียเพิ่มจากสายยาว ข้อต่อ กรอง และเรกูเลเตอร์อีก ทำให้ลมที่ถึงปลายเครื่องน้อยลงไปอีกขั้น
ขนาดถังลม: ถังใหญ่ช่วยอะไร?
ถังใหญ่ช่วย “พยุง” ลมให้ใช้งานได้นานขึ้นช่วงหนึ่งครับ เหมือนเป็นแบตสำรองของลม ทำให้เครื่องเจียรลม มักรู้สึกลื่น และนิ่งกว่า ตอนเริ่มเจียร ลดอาการตัดต่อถี่ และช่วยให้แรงดันแกว่งน้อยลงในช่วงสั้น ๆ

จำง่าย ๆ ว่า ถังใหญ่ ใช้ได้ลื่นขึ้นช่วงแรก และลดการตัดต่อถี่ ให้ปั๊มจ่ายลมพอ และใช้ต่อเนื่องได้ดีขึ้น
Cut-in / Cut-out และเรกูเลเตอร์
ถ้าใช้ปั๊มลมที่แรงดัน 8–10 bar แต่เครื่องเจียรลมต้องการ 6.3 bar ฟังดูเหลือเฟือใช่ไหมครับ? แต่ปัญหาที่เจอบ่อยคือ คุณตั้งเรกูเลเตอร์ไว้ 6.3 แล้วพอถังตกจาก 8 เหลือ 6.5 แรงดันผ่านเรกูเลเตอร์เริ่มไม่เสถียร ปลายเครื่องก็แกว่งได้ครับ
พูดง่าย ๆ คือ เกจบนถังยังดู “พอ” แต่ปลายเครื่องกลับ “ไม่นิ่ง” ซึ่งสำหรับ เครื่องเจียรลม ความนิ่งตอนกำลังกดงานสำคัญมาก
ชุดกรองลม ตัวดักน้ำ และน้ำมันหล่อลื่น (สำคัญแบบที่คนมองข้าม)
เครื่องเจียรลม พังเร็วกว่าที่ควร ไม่ได้มาจากลมไม่แรง แต่มาจาก “ลมสกปรก / มีน้ำ /ไ ม่มีน้ำมันหล่อลื่น” เพราะเครื่องมือลมมันอยู่ได้ด้วยลมที่สะอาด และมีการหล่อลื่นครับ ถ้าปล่อยให้ลมแฉะ หรือแห้งเกินไป มันสึกแบบเงียบ ๆ แล้วแรงก็ตกลงเรื่อย ๆ
จุดคอขวดที่ทำให้ เครื่องเจียรลม ไม่แรง ถ้าไม่ใช่ปั๊มลม
ตรงนี้คือ “กับดัก” ที่ผมอยากให้เช็คทีละจุดครับ บางคนเปลี่ยนปั๊มลมทั้งตัว ทั้งที่ปัญหาอยู่แค่ทางเดินลม หรือพูดอีกแบบคือ “ลมมี แต่ไปไม่ถึง” พอใช้งานจริงแรงดันตก ปริมาณลมไหลไม่ทัน แล้วเราก็เผลอสรุปว่าเครื่อง หรือปั๊มลมไม่พอ ทั้งที่แค่แก้สาย ข้อต่อ หรือจุดคอขวดไม่กี่จุด ก็ทำให้ เครื่องเจียรลม แรง และนิ่งขึ้นได้แบบรู้สึกได้ทันที
- สายลมเล็กเกินไป เครื่องเจียรลม กินลมสูง ถ้าใช้สายเล็กยาว ๆ ความดันตกปลายทางทันที ยิ่งสายยาว ยิ่งตกครับ
- ข้อต่อเร็ว (Quick coupler) อั้น ข้อต่อเร็วบางประเภท รูในเล็กกว่าที่คิด ทำให้ลมไหลไม่ทัน ถึงแรงดันจะตั้งไว้เท่าเดิม แต่ “ปริมาณลม” หายครับ
- เรกูเลเตอร์ / กรองลมคุณภาพต่ำ ชุดกรองราคาถูก ไส้กรองหนา รูทางเดินแคบ ทำให้ตกแรงดันขณะไหลสูง
ใช้สายพันเกลียวเยอะเกิน, โค้งงอ, ข้อต่อหลายชั้น ทางเดินลมเหมือนท่อส่งน้ำ ยิ่งมีข้อศอกเยอะ ยิ่งต้านการไหล
สรุป: ปั๊มลมต้องแรงพอ สำหรับ เครื่องเจียรลม จริงไหม?
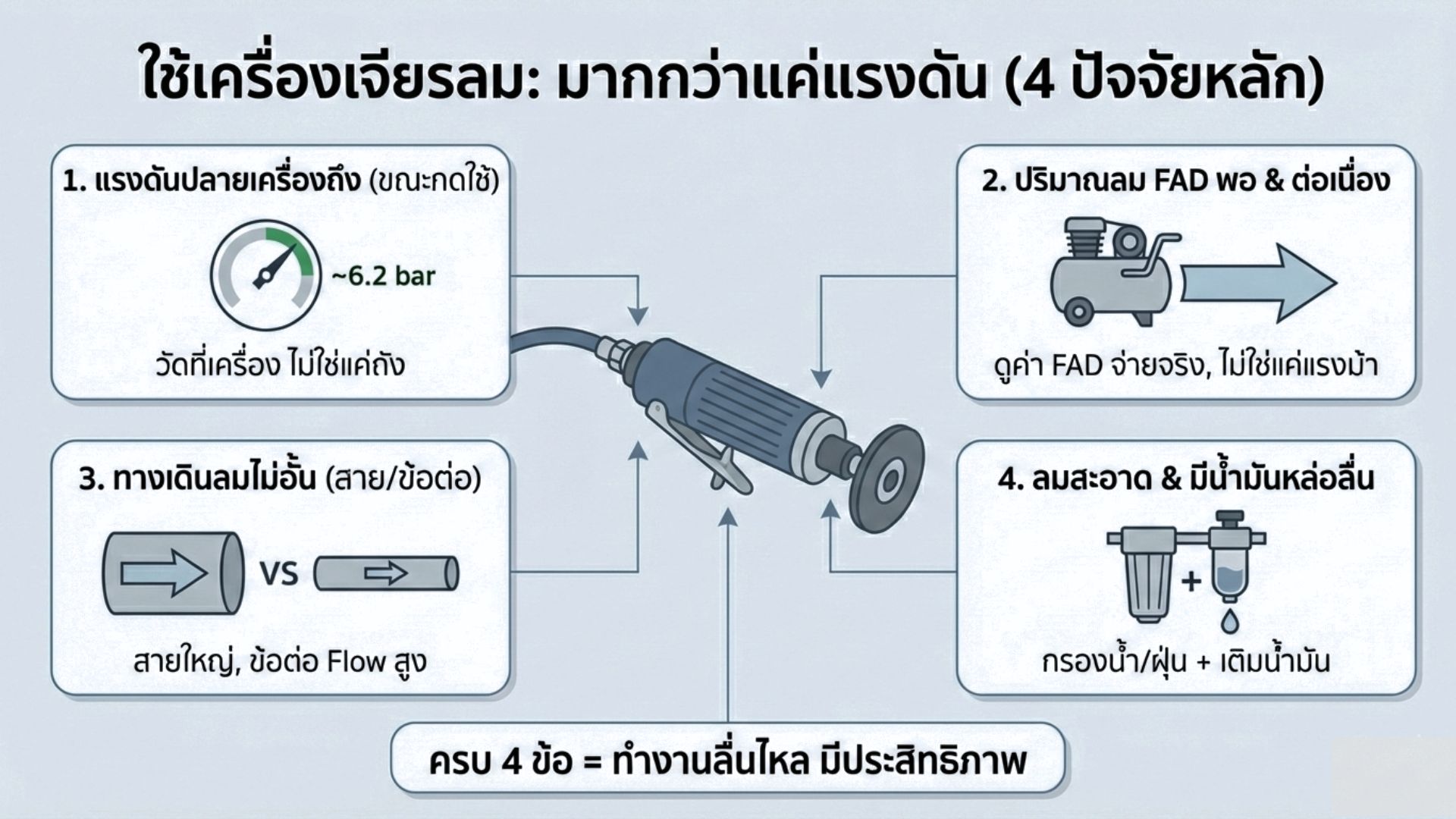
จริงครับ แต่คำว่า “แรงพอ” ไม่ได้หมายถึงแรงดันอย่างเดียว เพราะสำหรับ เครื่องเจียรลม คุณต้องได้ครบทั้ง 4 เรื่องพร้อมกัน คือ แรงดันต้อง “ถึง” ที่ปลายเครื่องจริง ไม่ใช่ถึงแค่ที่ถัง ปริมาณลมต้องพอ และพอแบบต่อเนื่อง ทางเดินลมต้องไม่อั้นตั้งแต่สาย ข้อต่อ กรอง ไปจนถึงเรกูเลเตอร์ และสุดท้าย ลมต้องสะอาดพร้อมการหล่อลื่นที่เหมาะสมเพื่อให้เครื่องไม่สึกเร็ว และแรงไม่ตกลงเรื่อย ๆ
ถ้าจับคู่ครบ รับรองว่า เครื่องเจียรลม จะ “นิ่งกว่า แรงกว่า และคุมงานง่ายกว่า” แบบที่คนใช้เครื่องลมจริงจังเขารู้กัน
ถ้าวันนี้คุณรู้สึกว่า เครื่องเจียรลม “ไม่แรงเหมือนที่คิด” อยากให้คุณลองถามตัวเอง 3 ข้อนี้ก่อนครับ
- ตอนเจียรจริง แรงดันที่ปลายเครื่อง เหลือเท่าไหร่?
- สายลม และข้อต่อรูในใหญ่พอหรือยัง?
- ดูตัวเลข “จ่ายลมจริง (FAD)” ของปั๊มลม หรือดูแค่แรงม้า?
แค่ตอบคำถามเหล่านี้ได้ ก็เริ่มเห็นภาพแล้วว่า ต้องดูที่ปั๊มลม หรือที่ระบบลมรอบ ๆ ก่อนกันแน่ และสุดท้าย เครื่องเจียรลม ก็จะเป็นเครื่องมือที่คุณหยิบใช้แล้วมั่นใจได้ทุกครั้ง